
Калапи за инјектирањесе главната процесна опрема за индустриско производство, употребата на калапи за производство на пластични делови, со низа предности како што се обезбедување на ефикасност на производството, лесно да се обезбеди квалитет, ниски трошоци за производство, калапи за инјектирање се повеќе се користат во индустриското производство.Како најважен процес на вбризгување калапи, квалитетот на неговите калапи директно влијае на квалитетот на производите, додека трошоците за производство на калапи заземаат голем дел од трошоците за развој на претпријатијата.Значи, подобрување на работниот век/живот на шут на калапи за инјектирање за да се намалат трошоците за пластични производи, да се подобри продуктивноста на претпријатието и конкурентноста има значително влијание.
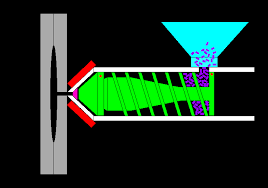
Процесот на калапи со пластично вбризгување е главно пластични суровини во бурето на машината за инјектирање по пластификацијата за загревање, во погонот на завртката на машината за инјектирање, откако пластиката ќе достигне одредена температура, со одреден притисок и брзина низ млазницата на машината за инјектирање во шуплината на мувлата, и потоа калапот по притисокот, производот се лади и отворете го калапот и добијте пластични делови.

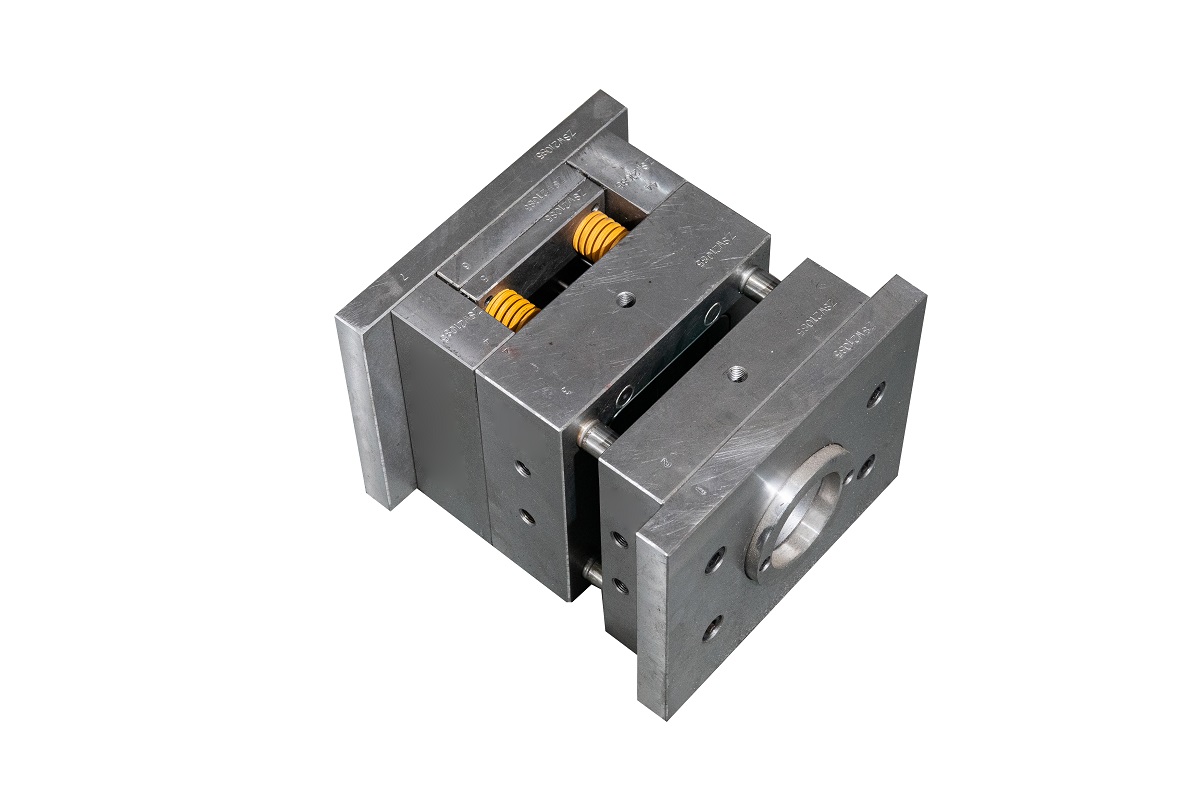
За време на процесот на калапи со вбризгување, површината на калапот треба да го издржи притисокот кога мувлата е затворена, притисокот на топењето на пластиката во шуплината на мувлата и силата на влечење кога се отвора калапот, од кои притисокот на пластиката се топи на шуплината е најважна.Во исто време, калапот мора да се одржува на одредени температурни услови, температурата на мувлата треба да се обиде да постигне циклични промени, барањата на клиентите температурата на мувлата треба да биде висока, што може ефикасно да го намали растворањето на трагата, а пластичните делови да се исклучат од температурата на мувлата треба да биде низок.Во спротивно, деформацијата на производот ќе биде релативно голема.Во такви работни услови, мувлата е подложна на прекумерна деформација и кинење на топол и ладен замор, главно под дејство на температурата и притисокот.
Пластиката во процесот на пополнување на шуплината на мувлата, деловите за формирање на мувла со чистење на топење со висока температура и висок притисок, триење на протокот, во процесот на расклопување на производот, шуплините и основните и пластичните делови во работниот процес лесно се создаваат триење, што резултира во феноменот на абење на мувла.Во исто време, поради честото отворање и затворање на калапот, деловите за водење на калапот и деловите за калапи се подложни на абење и кинење што резултира со олабавување.


Во процесот на обликување, дел од пластиката ќе се распадне под висока температура и притисок за да произведе корозивни гасови, кои лесно ќе ја кородираат и оштетуваат површината на мувлата, предизвикувајќи оштетување на површината на мувлата.
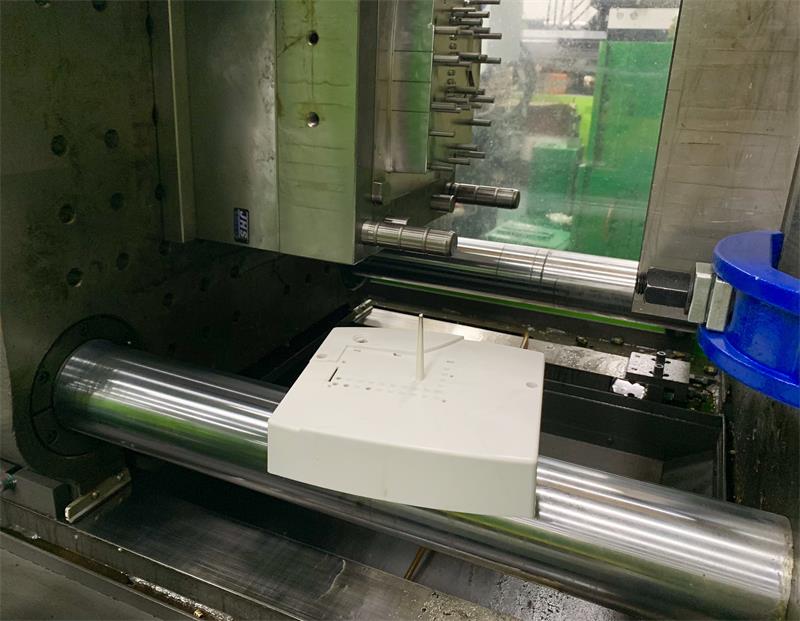
Кога производството на калапи за инјектирање достигне одреден број, квалитетот на површината на производот поради прекумерно абење на калапот не може да ги достигне барањата, преливот на производот и летечкиот раб се сериозни, а шуплината и јадрото на мувлата не можат да се поправат, животниот век на мувлата истекува.Вкупниот број на пластични делови завршени пред да пропадне калапот е познат и како век на траење на калапот.
Време на објавување: 26 јули 2022 година